1. G73 (ಚಿಪ್ ಬ್ರೇಕಿಂಗ್ ಸೈಕಲ್) ಅನ್ನು ಸಾಮಾನ್ಯವಾಗಿ 3 ಬಾರಿ ಡ್ರಿಲ್ ವ್ಯಾಸಕ್ಕಿಂತ ಆಳವಾದ ರಂಧ್ರಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಆದರೆ ಡ್ರಿಲ್ನ ಪರಿಣಾಮಕಾರಿ ಬ್ಲೇಡ್ ಉದ್ದವನ್ನು ಮೀರುವುದಿಲ್ಲ. 2. G81 (ಆಳವಿಲ್ಲದ ಹೋಲ್ ಸೈಕಲ್) ಅನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಡ್ರಿಲ್ಲಿಂಗ್ ಸೆಂಟರ್ ರಂಧ್ರಗಳು, ಚೇಂಫರಿಂಗ್ ಮತ್ತು ಡ್ರಿಲ್ ವ್ಯಾಸದ 3 ಪಟ್ಟು ಮೀರದ ರಂಧ್ರಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಆಂತರಿಕ ಕೂಲಿಂಗ್ ಉಪಕರಣಗಳ ಹೊರಹೊಮ್ಮುವಿಕೆಯೊಂದಿಗೆ, ಸಂಸ್ಕರಣೆ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸುವ ಸಲುವಾಗಿ, ಈ ಚಕ್ರವನ್ನು ಕೊರೆಯಲು ಸಹ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. 3. G83 (ಆಳವಾದ ರಂಧ್ರ ಚಕ್ರ) ಸಾಮಾನ್ಯವಾಗಿ ಆಳವಾದ ರಂಧ್ರಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಯಂತ್ರವು ಸ್ಪಿಂಡಲ್ ಸೆಂಟರ್ ಕೂಲಿಂಗ್ (ನೀರಿನ ಹೊರಹರಿವು) ಯೊಂದಿಗೆ ಸಜ್ಜುಗೊಂಡಾಗ
ಉಪಕರಣವು ಕೇಂದ್ರ ಕೂಲಿಂಗ್ ಅನ್ನು ಬೆಂಬಲಿಸಿದಾಗ (ನೀರಿನ ಔಟ್ಲೆಟ್)
ರಂಧ್ರಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು G81 ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಅತ್ಯುತ್ತಮ ಆಯ್ಕೆಯಾಗಿದೆ
ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಶೀತಕವು ಕೊರೆಯುವ ಸಮಯದಲ್ಲಿ ಉಂಟಾಗುವ ಶಾಖವನ್ನು ಮಾತ್ರ ತೆಗೆದುಕೊಳ್ಳುವುದಿಲ್ಲ, ಆದರೆ ಕತ್ತರಿಸುವ ಅಂಚನ್ನು ಹೆಚ್ಚು ಸಮಯೋಚಿತವಾಗಿ ನಯಗೊಳಿಸುತ್ತದೆ. ಹೆಚ್ಚಿನ ಒತ್ತಡವು ನೇರವಾಗಿ ಡ್ರಿಲ್ ಚಿಪ್ಸ್ ಅನ್ನು ಮುರಿಯುತ್ತದೆ. ಉತ್ಪತ್ತಿಯಾಗುವ ಸಣ್ಣ ಚಿಪ್ಗಳನ್ನು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ನೀರಿನ ಹರಿವಿನೊಂದಿಗೆ ಸಮಯಕ್ಕೆ ರಂಧ್ರದಿಂದ ಹೊರಹಾಕಲಾಗುತ್ತದೆ, ಉಪಕರಣದ ಉಡುಗೆ ಮತ್ತು ದ್ವಿತೀಯಕ ಕತ್ತರಿಸುವಿಕೆಯಿಂದ ಉಂಟಾಗುವ ಸಂಸ್ಕರಿಸಿದ ರಂಧ್ರದ ಗುಣಮಟ್ಟದ ಅವನತಿಯನ್ನು ತಪ್ಪಿಸುತ್ತದೆ. ತಂಪಾಗಿಸುವಿಕೆ, ನಯಗೊಳಿಸುವಿಕೆ ಮತ್ತು ಚಿಪ್ ತೆಗೆಯುವಿಕೆಯ ಸಮಸ್ಯೆ ಇಲ್ಲದಿರುವುದರಿಂದ, ಇದು ಮೂರು ಕೊರೆಯುವ ಚಕ್ರಗಳಲ್ಲಿ ಸುರಕ್ಷಿತ ಮತ್ತು ಅತ್ಯಂತ ಪರಿಣಾಮಕಾರಿ ಪರಿಹಾರವಾಗಿದೆ.
Xinfa CNC ಉಪಕರಣಗಳು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಮತ್ತು ಕಡಿಮೆ ಬೆಲೆಯ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿವೆ. ವಿವರಗಳಿಗಾಗಿ, ದಯವಿಟ್ಟು ಭೇಟಿ ನೀಡಿ:CNC ಪರಿಕರಗಳ ತಯಾರಕರು - ಚೀನಾ CNC ಪರಿಕರಗಳ ಕಾರ್ಖಾನೆ ಮತ್ತು ಪೂರೈಕೆದಾರರು (xinfatools.com)
ಸಂಸ್ಕರಣಾ ವಸ್ತುವು ಚಿಪ್ಸ್ ಅನ್ನು ಮುರಿಯಲು ಕಷ್ಟಕರವಾಗಿದೆ ಆದರೆ ಇತರ ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳು ಉತ್ತಮವಾಗಿವೆ
ಸ್ಪಿಂಡಲ್ ಸೆಂಟರ್ ಕೂಲಿಂಗ್ ಇಲ್ಲದಿದ್ದಾಗ (ವಾಟರ್ ಔಟ್ಲೆಟ್)
G73 ಅನ್ನು ಬಳಸುವುದು ಉತ್ತಮ ಆಯ್ಕೆಯಾಗಿದೆ
ಈ ಚಕ್ರವು ಒಂದು ಸಣ್ಣ ವಿರಾಮ ಸಮಯ ಅಥವಾ ಹಿಂತೆಗೆದುಕೊಳ್ಳುವಿಕೆಯ ಸಣ್ಣ ಅಂತರದ ಮೂಲಕ ಚಿಪ್ ಬ್ರೇಕಿಂಗ್ ಅನ್ನು ಸಾಧಿಸುತ್ತದೆ, ಆದರೆ ಡ್ರಿಲ್ ಬಿಟ್ ಉತ್ತಮ ಚಿಪ್ ತೆಗೆಯುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿರಬೇಕು. ಒಂದು ಮೃದುವಾದ ಚಿಪ್ ಗ್ರೂವ್ ಮುಂದಿನ ಡ್ರಿಲ್ಲಿಂಗ್ನ ಚಿಪ್ಸ್ನೊಂದಿಗೆ ಸಿಕ್ಕಿಹಾಕಿಕೊಳ್ಳುವುದನ್ನು ತಪ್ಪಿಸಲು ಚಿಪ್ಸ್ ಅನ್ನು ವೇಗವಾಗಿ ಹೊರಹಾಕಲು ಅನುಮತಿಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ರಂಧ್ರದ ಗುಣಮಟ್ಟವನ್ನು ನಾಶಪಡಿಸುತ್ತದೆ. ಸಂಕುಚಿತ ಗಾಳಿಯನ್ನು ಸಹಾಯಕ ಚಿಪ್ ತೆಗೆಯುವಿಕೆಯಾಗಿ ಬಳಸುವುದು ಉತ್ತಮ ಆಯ್ಕೆಯಾಗಿದೆ.
ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳು ಅಸ್ಥಿರವಾಗಿದ್ದರೆ
G83 ಅನ್ನು ಬಳಸುವುದು ಸುರಕ್ಷಿತ ಆಯ್ಕೆಯಾಗಿದೆ
ಡೀಪ್ ಹೋಲ್ ಸಂಸ್ಕರಣೆಯು ಡ್ರಿಲ್ ಬಿಟ್ನ ಕತ್ತರಿಸುವ ತುದಿಯನ್ನು ಬೇಗನೆ ಧರಿಸಲು ಕಾರಣವಾಗುತ್ತದೆ ಏಕೆಂದರೆ ಅದನ್ನು ಸಮಯಕ್ಕೆ ತಂಪಾಗಿಸಲು ಮತ್ತು ನಯಗೊಳಿಸಲಾಗುವುದಿಲ್ಲ. ರಂಧ್ರದಲ್ಲಿರುವ ಚಿಪ್ಸ್ ಆಳದ ಕಾರಣದಿಂದಾಗಿ ಸಮಯಕ್ಕೆ ಹೊರಹಾಕಲು ಕಷ್ಟವಾಗುತ್ತದೆ. ಚಿಪ್ ಗ್ರೂವ್ನಲ್ಲಿರುವ ಚಿಪ್ಸ್ ಶೀತಕವನ್ನು ನಿರ್ಬಂಧಿಸಿದರೆ, ಅದು ಉಪಕರಣದ ಜೀವಿತಾವಧಿಯನ್ನು ಬಹಳವಾಗಿ ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಆದರೆ ದ್ವಿತೀಯಕ ಕತ್ತರಿಸುವಿಕೆಯಿಂದಾಗಿ ಚಿಪ್ಸ್ ಸಂಸ್ಕರಿಸಿದ ರಂಧ್ರದ ಒಳಗಿನ ಗೋಡೆಯನ್ನು ಒರಟಾಗಿ ಮಾಡುತ್ತದೆ, ಇದು ಮತ್ತಷ್ಟು ಕೆಟ್ಟ ಚಕ್ರವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.
ಸ್ವಲ್ಪ ದೂರದ -Q ಅನ್ನು ಕೊರೆಯುವ ನಂತರ ಉಪಕರಣವನ್ನು ಉಲ್ಲೇಖದ ಎತ್ತರ -R ಗೆ ಏರಿಸಿದರೆ, ರಂಧ್ರದ ಕೆಳಭಾಗದಲ್ಲಿ ಪ್ರಕ್ರಿಯೆಗೊಳಿಸುವಾಗ ಅದು ಹೆಚ್ಚು ಸೂಕ್ತವಾಗಬಹುದು, ಆದರೆ ರಂಧ್ರದ ಮೊದಲಾರ್ಧವನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಇದು ಸಾಕಷ್ಟು ಸಮಯ ತೆಗೆದುಕೊಳ್ಳುತ್ತದೆ, ಇದು ಅನಗತ್ಯ ತ್ಯಾಜ್ಯವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.
ಹೆಚ್ಚು ಆಪ್ಟಿಮೈಸ್ಡ್ ವಿಧಾನವಿದೆಯೇ?
G83 ಆಳವಾದ ರಂಧ್ರ ಚಕ್ರವನ್ನು ಬಳಸಲು ಎರಡು ಮಾರ್ಗಗಳಿವೆ
1: G83 X_ Y_ Z_ R_ Q_ F_
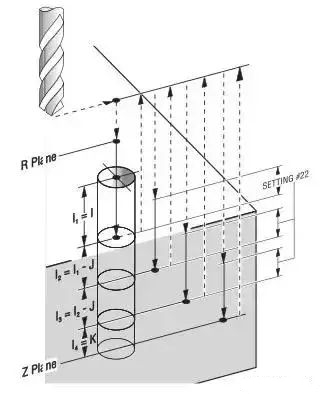
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
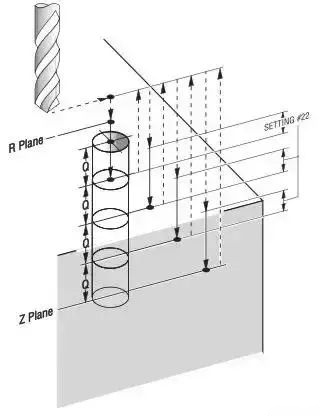
ಮೊದಲ ವಿಧಾನದಲ್ಲಿ, Q ಮೌಲ್ಯವು ಸ್ಥಿರ ಮೌಲ್ಯವಾಗಿದೆ, ಇದರರ್ಥ ರಂಧ್ರದ ಮೇಲಿನಿಂದ ಕೆಳಗಿನವರೆಗೆ, ಪ್ರತಿ ಬಾರಿಯೂ ಅದೇ ಆಳವನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ. ಸಂಸ್ಕರಣಾ ಸುರಕ್ಷತೆಯ ಅಗತ್ಯತೆಯಿಂದಾಗಿ, ಚಿಕ್ಕ ಮೌಲ್ಯವನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಆಯ್ಕೆಮಾಡಲಾಗುತ್ತದೆ, ಇದರರ್ಥ ಕನಿಷ್ಠ ಲೋಹ ತೆಗೆಯುವ ದರ, ಮತ್ತು ಸಾಕಷ್ಟು ಸಂಸ್ಕರಣೆ ಸಮಯವು ಅಗೋಚರವಾಗಿ ವ್ಯರ್ಥವಾಗುತ್ತದೆ.
ಎರಡನೆಯ ವಿಧಾನದಲ್ಲಿ, ಪ್ರತಿ ಕತ್ತರಿಸುವಿಕೆಯ ಆಳವನ್ನು ಕ್ರಮವಾಗಿ I, J ಮತ್ತು K ನಿಂದ ಪ್ರತಿನಿಧಿಸಲಾಗುತ್ತದೆ:
ರಂಧ್ರದ ಮೇಲ್ಭಾಗದಲ್ಲಿ ಕೆಲಸದ ಸ್ಥಿತಿಯು ಉತ್ತಮವಾದಾಗ, ಸಂಸ್ಕರಣಾ ಸಾಮರ್ಥ್ಯವನ್ನು ಸುಧಾರಿಸಲು ನಾವು ದೊಡ್ಡ I ಮೌಲ್ಯವನ್ನು ಹೊಂದಿಸಬಹುದು;
ಸಂಸ್ಕರಣಾ ರಂಧ್ರದ ಮಧ್ಯದಲ್ಲಿ ಕೆಲಸದ ಸ್ಥಿತಿಯು ಸರಾಸರಿಯಾಗಿರುವಾಗ, ಸುರಕ್ಷತೆ ಮತ್ತು ದಕ್ಷತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ನಾವು ಕ್ರಮೇಣ ಕಡಿಮೆಯಾದ J ಮೌಲ್ಯವನ್ನು ಬಳಸುತ್ತೇವೆ; ಸಂಸ್ಕರಣಾ ರಂಧ್ರದ ಕೆಳಭಾಗದಲ್ಲಿ ಕೆಲಸದ ಸ್ಥಿತಿಯು ಕೆಟ್ಟದಾಗಿದ್ದಾಗ, ಸಂಸ್ಕರಣೆಯ ಸುರಕ್ಷತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ನಾವು K ಮೌಲ್ಯವನ್ನು ಹೊಂದಿಸುತ್ತೇವೆ.
ನಿಜವಾದ ಬಳಕೆಯಲ್ಲಿ, ಎರಡನೆಯ ವಿಧಾನವು ನಿಮ್ಮ ಕೊರೆಯುವ ದಕ್ಷತೆಯನ್ನು 50% ಹೆಚ್ಚಿಸಬಹುದು ಮತ್ತು ಶೂನ್ಯ ವೆಚ್ಚವಾಗಬಹುದು!
ಪೋಸ್ಟ್ ಸಮಯ: ಜುಲೈ-22-2024


